3. Термообработка
Термообработка сварных соединений произведена в соответствии с «Правилами устройства и безопасной эксплуатации стальных технологических трубопроводов», рабочей документацией и НТД термистами-операторами, прошедшими обучение согласно требованиям
__________________________________________________________________________________
4. Сведения о стилоскопировании
__________________________________________________________________________________
Примечание. Пункты 3 и 4 заполняются при наличии указаний в рабочей документации или НТД о необходимости выполнения указанных работ.
ЗАКЛЮЧЕНИЕ
Трубные проводки смонтированы в соответствии с «Правилами устройства и безопасной эксплуатации стальных технологических трубопроводов», утвержденных Госгортехнадзором России, рабочей документацией и НТД.
|
Руководитель монтажных работ |
____________________ (подпись) |
________________________ (фамилия и., о.) |
|
Главный инженер монтажной организации |
____________________ (подпись) |
________________________ (фамилия и., о.) |
Приложение 13
испытания трубной проводки
город__________________________ «____»________________200 г.
__________________________________________________________________________________
(месторасположение объекта, отделение, корпус)
__________________________________________________________________________________
(наименование монтажной организации)
Мы, нижеподписавшиеся представители монтажной организации_______________________
__________________________________________________________________________________
(наименование, ф.и.о., должность)
Заказчика ______________________________________________________________________
(ф.и.о., должность)
и проектной организации___________________________________________________________
(наименование в случае
__________________________________________________________________________________
осуществления авторского надзора,
__________________________________________________________________________________
ф.и.о., должность)
произвели______________испытание__________________________________________________
(прочность, герметичность)
способом__________________________________________________________________участков
(гидравлическим, пневматическим)
трубной проводки __________________________________________________________________
(№ чертежа, буквенно-цифровое обозначение
__________________________________________________________________________________
участков)
Испытание проводилось__________________________________________________________
(испытательная среда)
на прочность/плотность давлением _______________________________________ МПа (кгс/см2)
на герметичность давлением ____________________________________________ МПа (кгс/см2)
Продолжительность испытания ___________ ч.
Испытание произведено в соответствии с «Правилами устройства и безопасной эксплуатации стальных технологических трубопроводов», рабочей документацией - для трубопроводов с рабочим давлением свыше 10 МПа (100 кгс/см2).
Во время испытаний трубной проводки дефектов не обнаружено и он признан выдержавшим испытание.
От монтажной организации __________________ ________________________________
подпись ФИО
От заказчика __________________ ________________________________
подпись ФИО
От проектной организации __________________ ________________________________
подпись ФИО
Приложение 14
Образец исполнительной схемы
Позиция 10FT5018
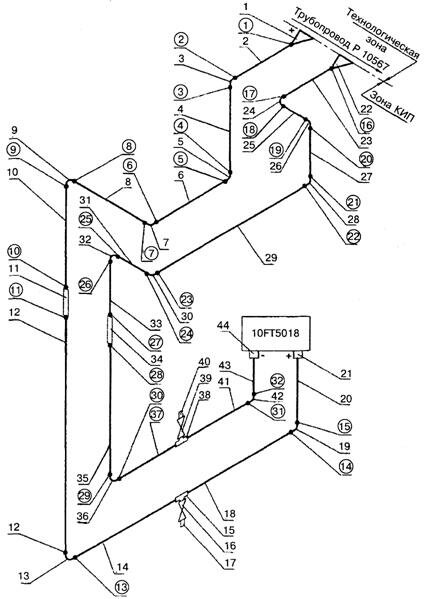
1 ![]() - Номер сварочного стыка
- Номер сварочного стыка
2 ![]() Соединение под сварку ГОСТ 16037-Н4Г
Соединение под сварку ГОСТ 16037-Н4Г
3 Проектная документация - черт. 0148636-(64)-510/12,521 -АТХ-040 л. 30
Руководитель работ по сварке __________________ __________________________
подпись расшифровка Ф.И.О.
Руководитель монтажных работ_________________ __________________________
подпись расшифровка Ф.И.О.
Приложение 15
Спецификация к исполнительной схеме
|
Поз. |
Обозначение трубы |
Наименование импульсной линии |
Длина |
Ед. изм. |
|
2 |
1 FT5018-2 |
Импульсная линия 1FT5018 ст. 316SS1/2OD |
400 |
мм |
|
4 |
1 FT5018-4 |
1680 |
мм |
|
|
6 |
1 FT5018-6 |
2800 |
мм |
|
|
8 |
1 FT5018-8 |
940 |
мм |
|
|
10 |
1 FT5018-10 |
1920 |
мм |
|
|
12 |
1 FT5018-12 |
720 |
мм |
|
|
14 |
1 FT5018-14 |
105 |
мм |
|
|
18 |
1 FT5018-18 |
105 |
мм |
|
|
20 |
1 FT5018-20 |
210 |
мм |
|
|
|
|
Импульсная линия 2FT5018 ст. 316SS1/2OD |
|
|
|
23 |
2 FT5018-23 |
400 |
мм |
|
|
25 |
2 FT5018-25 |
195 |
мм |
|
|
27 |
2 FT5018-27 |
1610 |
мм |
|
|
29 |
2 FT5018-29 |
2670 |
мм |
|
|
31 |
2 FT5018-31 |
940 |
мм |
|
|
33 |
2 FT5018-33 |
1960 |
мм |
|
|
35 |
2 FT5018-35 |
610 |
мм |
|
|
37 |
2 FT5018-37 |
90 |
мм |
|
|
41 |
2 FT5018-41 |
90 |
мм |
|
|
43 |
2 FT5018-43 |
100 |
мм |
|
№ п/п |
Обозначение элемента, позиция |
Наименование элемента |
Кол-во, шт. |
|
1 |
1, 22 |
Муфта переходная H-SWRM12P-8T из стали 316SS |
2 |
|
2 |
3, 5, 7, 9, 13, 19, 24, 26, 28, 30, 32, 36, 42 |
Муфта угловая H-SWLA-8T 90° из стали 3166SS |
13 |
|
3 |
11, 34 |
Муфта соединительная H-SWFC-8T из стали 316SS |
2 |
|
4 |
16, 39 |
Вентиль 1/2 GB3F-8N-GB Ду 11,1 мм из стали 316SS |
2 |
|
5 |
15, 38 |
Ввертной тройник CBTM8-8N из стали 316SS |
2 |
|
6 |
17, 40 |
Пробка глухая H-SPB-8N из стали 316SS |
2 |
|
7 |
21, 44 |
Соединитель SS-810-1-8 из стали 316SS |
2 |
Приложение 16
ЖУРНАЛ №________
по сварке трубопроводов___________________________________________________________________________
(наименование и месторасположение объекта, отделение, корпус)
__________________________________________________________________________________________________
(№ чертежей расположения трубопроводов, буквенно-цифровое обозначение участков)
|
№ п.п. |
Обозначение сварного соединения по исполни-тельному чертежу, тип сварного соединения по ГОСТ 16037 |
Ф., и., о. сварщика, личное клеймо |
Марка стали (компо-зиция марок сталей), НТД, № серти-фикатов |
Наружный диаметр элемента трубо-провода и толщина стенки Dн ´ S, мм |
Дата сварки, темпера-турные условия в рабочей зоне, °С |
Способ сварки |
Сварочные материалы (марка электрода, сварочной проводки, защитный газ, флюс), НТД, № серти-фикатов |
Режим предвари-тельного и сопутст-вующего подогрева |
Отметка о контроле корня шва |
Стилоско-пирование металла шва, № заклю-чения, дата |
Ф., и., о. оператора- термиста, личное клеймо |
№ диа-граммы по журналу термо-обра-ботки сварных соеди-нений |
Замер твердости металла шва, № заклю-чения, дата |
Отметка о годности сварного соединения по внешнему осмотру и измерениям |
Способ и результаты неразру-шающего контроля сварного соединения, № заклю-чения, дата |
Результаты замера ферритной фазы в металле шва, № заклю-чения, дата |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Графы 9-14, 17 заполняются при наличии соответствующих указаний в рабочей документации или НТД.
__________________________________________________________________________________________________
(наименование монтажной организации)
Руководитель работы по сварке _____________________ _______________________________________________
(подпись) (фамилия, и.о.)
Руководитель монтажных работ _____________________ _______________________________________________
(подпись) (фамилия, и.о.)